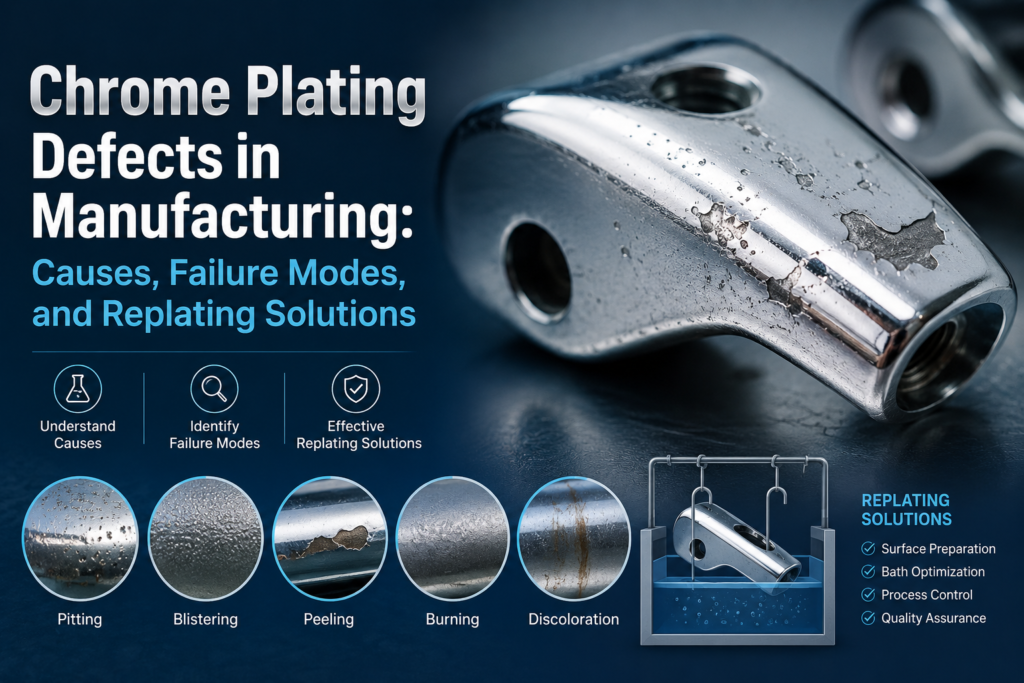
Surface-treatment defects are expensive because they appear after machining has already added most of the part's value. A dimensionally conforming component may still be rejected for poor adhesion, uneven color, pits, blistering or coating thickness outside the specified range.
Understanding what causes surface finishing defects, how they're detected, and what practices prevent them is essential for anyone managing a manufacturing supply chain that includes post-machining surface treatment.
Finishing defects often appear late in production, so prevention has to begin with the substrate and process specification.
Why Surface Finishing Quality Is Harder to Control Than Machining Quality
CNC machining quality is largely a function of machine capability and process control — both of which are well-understood and highly measurable. Surface finishing quality depends on chemistry, substrate condition, equipment calibration, process sequence, and operator technique, all interacting simultaneously. A plating bath that was in specification this morning may be out of balance by this afternoon if temperatures drift. An anodizing rack design that works perfectly for one part geometry creates current shadowing on a slightly different design.
This complexity means that surface finishing quality requires ongoing process monitoring — not just periodic inspection — and that substrate condition (the part going into the finishing process) is as important as the finishing process itself.
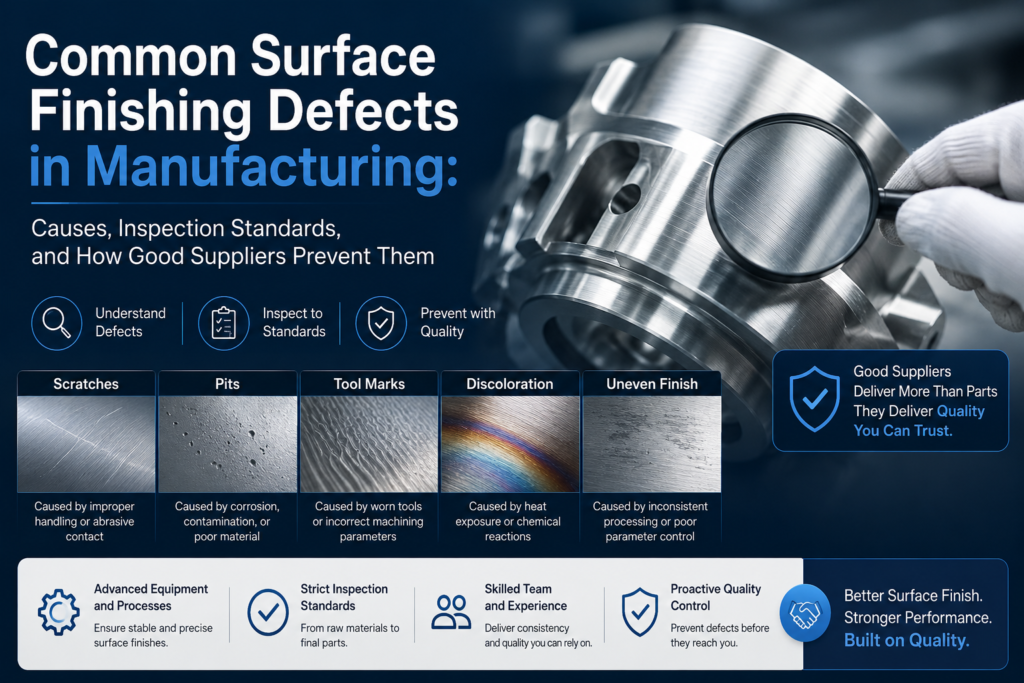
Common Surface Finishing Defects by Process
Substrate Condition: The Most Under-Appreciated Variable
The single most common root cause of surface finishing defects is inadequate substrate preparation — the condition of the part before it enters the finishing process. Residual cutting fluid, fingerprint oils, machining burrs, surface oxides, and micro-porosity in cast parts all create finishing defects that are impossible to correct without stripping and reprocessing.
A part that looks clean to the naked eye may carry invisible contamination from the machining process that causes blistering, adhesion failure, or spotting in the finished coating. Professional surface treatment providers use standardized preparation sequences — solvent degreasing, alkaline cleaning, acid etching, DI water rinse — specifically because visual cleanliness isn't sufficient.
Tone coordinates approved finishing partners as part of the production plan. The drawing, substrate, critical dimensions, masking requirements and inspection criteria are communicated before parts are released, and finished components return to Tone CNC for the agreed inspection and shipment process.
Inspection Standards for Surface Finished Parts

A useful cosmetic standard defines lighting, viewing conditions, zones and allowable defect limits.
Visual Inspection
Visual inspection is the first line of defense for surface finishing quality. It should be performed under controlled lighting — typically 1000 lux minimum — at a defined viewing distance (usually 300–500mm) and angle (typically 45° to the surface). Parts should be inspected against a defined acceptance standard: an approved sample or a written defect classification that specifies acceptable vs. unacceptable defects by type, size, and location.
"No defects" is not an inspection standard — it's an aspiration. A usable standard defines which defects are acceptable (e.g., minor tool marks in non-cosmetic zones), which are reworkable (e.g., light scratches in cosmetic zones within defined size limits), and which are rejectable (e.g., blistering anywhere on the part).
Coating Thickness Measurement
Coating thickness should be measured using calibrated instruments appropriate for the process: eddy current gauges for non-conductive coatings on conductive substrates (anodize on aluminum, powder coat on steel), magnetic gauges for non-magnetic coatings on ferrous substrates (zinc or nickel plate on steel), and X-ray fluorescence (XRF) for precious metal plating. Thickness should be measured at multiple locations — minimum at specified locations, typically including high points, recesses, and critical functional surfaces.
Adhesion Testing
Adhesion testing confirms that the coating is properly bonded to the substrate. Common methods include the cross-hatch adhesion test (ASTM D3359) for paints and powder coats, and the tape test for thin metallic coatings. Adhesion failures that only appear in service — after thermal cycling, impact, or chemical exposure — are far more expensive than failures caught in production testing.
How a Good Supplier Prevents Finishing Defects
Prevention is significantly cheaper than detection and rework. The practices that separate suppliers with consistently good finishing quality from those with recurring defect problems include: documented and validated preparation sequences for each substrate/coating combination; process parameter monitoring (bath chemistry, temperature, current density, time) with defined control limits and response procedures; incoming inspection of parts before finishing to catch substrate defects; trained operators with documented procedures rather than experience-only knowledge; and first-article approval of finish on new part numbers before full production.
When surface finishing is performed in-house or through a controlled partner relationship — as part of a one-stop machining and finishing service — these practices can be implemented consistently. When finishing is sourced opportunistically through whoever has capacity this week, process control is whatever that vendor happens to maintain.