Five-axis CNC machining gets talked about as if it’s automatically better than three-axis. It isn’t — it’s more capable for certain geometries, but it comes with higher machine rates and longer programming time. Specifying 5-axis machining for a part that doesn’t need it is an unnecessary cost. Not specifying it for a part that does need it means multiple setups, accumulated positioning error, and longer lead times.
This guide explains how 5-axis machining actually works, what it enables that 3-axis can’t, and how to know which your part requires.
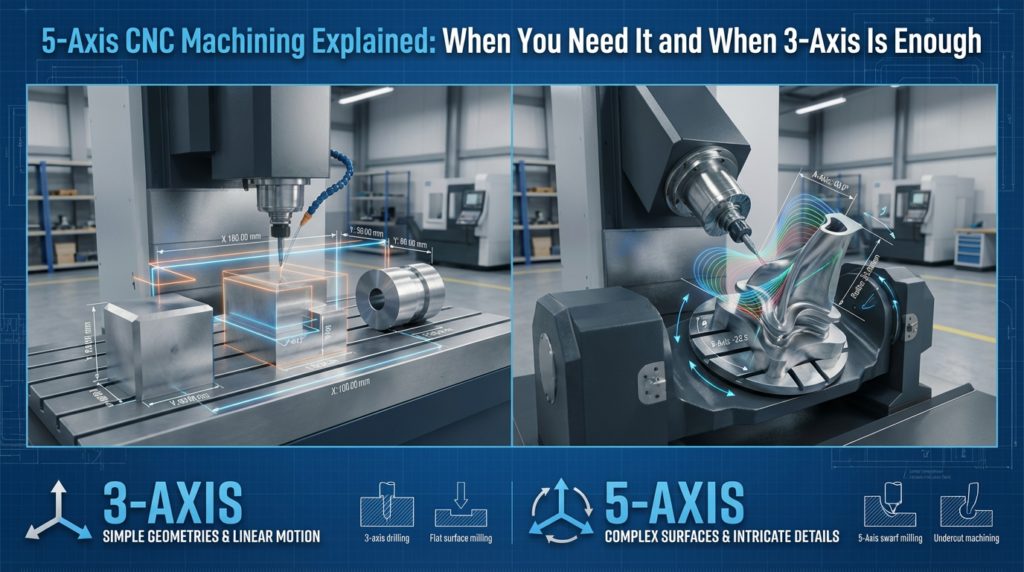
3-Axis vs 5-Axis: The Fundamental Difference
A 3-axis CNC milling center moves in three linear directions: X (left-right), Y (front-back), and Z (up-down). The cutting tool approaches the workpiece from above — or from whatever direction the part is fixtured. To machine features on different faces of a part, the machinist must stop, re-fixture the part, re-datum, and continue.
A 5-axis machine adds two rotational axes — typically called A and B, or A and C depending on configuration. These rotational axes tilt the cutting tool or rotate the workpiece, allowing the tool to approach the part from virtually any angle without re-fixturing. A feature on the side, bottom, or at a compound angle becomes accessible in the same setup.
| 3-Axis CNC Milling | 5-Axis CNC Milling | |
|---|---|---|
Axes of motion |
X, Y, Z linear axes |
X, Y, Z + two rotational axes (A/B or A/C) |
Part repositioning |
Manual re-fixturing for multi-face features |
Continuous or indexed rotation — no re-fixturing |
Part complexity |
Prismatic parts, features on one plane |
Complex 3D geometry, undercuts, compound angles |
Setup time |
Multiple setups for complex parts |
Single setup for most geometries |
Cost |
Lower per-hour rate |
Higher rate, but fewer setups can reduce total cost |
Best for |
Brackets, plates, housings, simple pockets |
Aerospace, medical, turbine blades, complex molds |
Indexed vs Simultaneous 5-Axis: An Important Distinction
Not all 5-axis machining is the same. There are two fundamentally different modes of operation, and understanding the difference matters when you’re evaluating capability claims.
Indexed 5-axis (also called 3+2) means the two rotational axes are used to position the part at a fixed angle, then locked while 3-axis milling proceeds. This is effectively 3-axis machining at a repositioned angle. It’s ideal for accessing angled faces and compound-angle features without re-fixturing. Most 5-axis machines can do indexed 5-axis, and many shops that claim “5-axis capability” are primarily running 3+2.
Simultaneous 5-axis means all five axes move at the same time during cutting. The tool continuously tilts and rotates as it traces a path across the part surface. This is what’s needed for turbine blades, impellers, and organic 3D surfaces where the tool must maintain optimal contact angle throughout the cut. True simultaneous 5-axis requires more sophisticated CAM programming and tighter machine calibration.
Parts That Require 5-Axis Machining
- Aerospace structural components — complex aluminum and titanium parts with features on multiple non-parallel faces
- Impellers and turbine blades — the twisted, compound-curved surfaces of rotating turbomachinery require simultaneous 5-axis to achieve accurate geometry and surface finish
- Medical implants — orthopedic components with complex anatomical geometry and tight tolerance requirements
- Mold cores and cavities — deep ribs, complex parting surfaces, and fine detail that require tool-axis tilt to avoid collision
- Automotive motorsport components — uprights, knuckles, and suspension parts with compound-angle features and tight geometric tolerances
- Complex housings with internal features — parts where a single 5-axis setup eliminates the positional error accumulated across multiple 3-axis setups
Parts That Don't Need 5-Axis
The majority of CNC machined parts — brackets, plates, housings, flanges, shafts, fittings — don’t require 5-axis machining. If your part’s features are all parallel or perpendicular to each other, and there are no compound-angle surfaces or undercuts that can’t be reached from standard orientations, 3-axis is sufficient and more cost-effective.
A common mistake is assuming that a geometrically complex part automatically needs 5-axis. Complexity on one face — deep pockets, fine detail, dense hole patterns — is still 3-axis work. The question is whether features on different faces need to be held in tight positional relationship to each other. If yes, 5-axis eliminates the re-fixturing error. If no, multiple 3-axis setups will get you there at lower cost.
The Cost Reality
5-axis machine time costs more per hour than 3-axis. Programming time is also higher. For parts that genuinely need 5-axis, these costs are offset by fewer setups, better accuracy, and access to geometry that 3-axis simply can’t reach. For parts that don’t need it, the premium is pure waste.
When we review your drawing, we identify the most efficient machining strategy — which may be 3-axis, indexed 5-axis, simultaneous 5-axis, or a combination. We won’t quote 5-axis machining unless your geometry actually requires it.